To reach the full Plant Operator and Maintenance Crew working ergonomics the Plant Ancillary Equipment is very important item. Among the all working environment parameters the proper Plant Lighting System plays a Special Role. Exigo engineering & automation engineering crew decided to establish the Brand Nitor Industrial Lighting which points to the State of the Art Industrial Lighting Solutions.
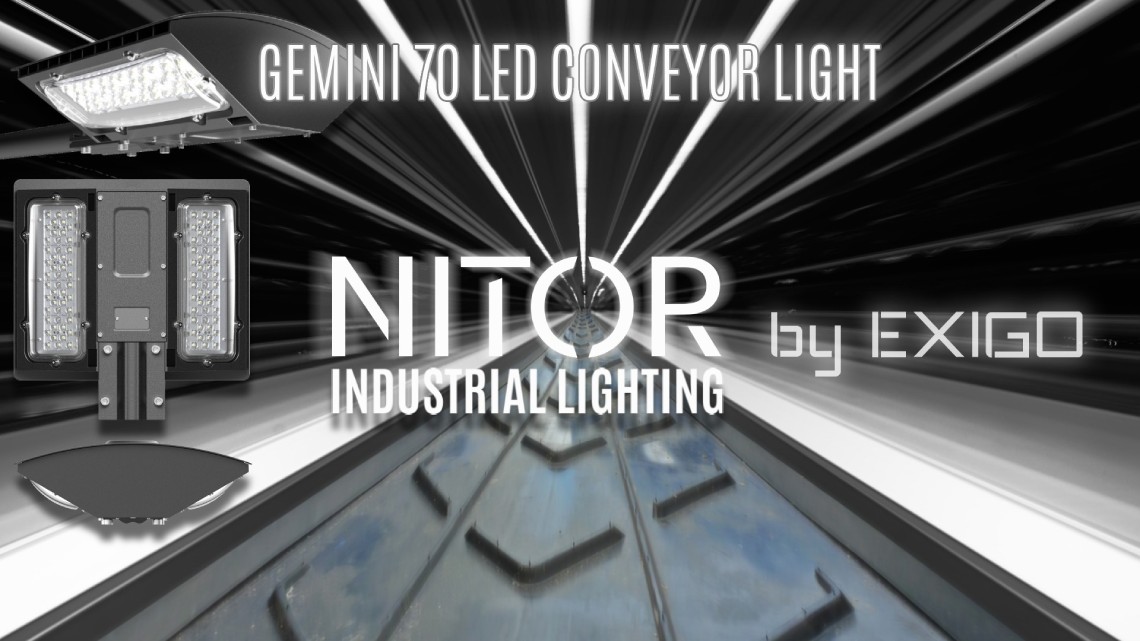
The one of our Industrial Lighting Flagships is the LED Conveyor/Area Lighting Unit named Gemini 70. It is a twin optic 70W specially designed LED Conveyor Light which offers a perfect lighting solution for some challenging areas like conveyors and narrow pathways. Some of Gemini 70 technical characteristics are as follow:
• Robust unibody arc-shaped design.
• High output lumen efficiency, up to 140lm/W.
• Resistant to Vibration.
• Daylight sensor, built-in emergency module, 0-10v dimmable and DC input for optional.
• IP66, IK08 and 20KV surge protection.
• Type I asymmetrical optical controls provide professional light distribution.
• Lowest cost of installation. Fit φ32, 34, 40, 44mm spigot mount installations.
With Gemini 70 mounting height 3 m and spacing 14 m we guarantee Average 84 lux within the light beam and Minimum 44 lux of illuminance at light beam overlapping points. This spacing significantly reduces the number of Lighting Poles to Conveyor pathways reducing Energy consumption and Maintenance Costs. Gemini 70 warranty is 5 Years.